
TiFab commonly stocks and supplies the following Titanium Grades (gr). Please select one of the pages below to see what we carry in specific shapes and the specification we can meet within a shape requirements.
Titanium Grades Available
|
|
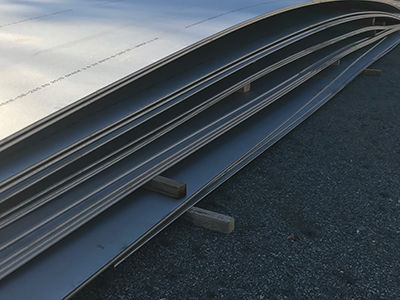
Plate
Full plates in 96" x 240" or we can waterjet cut your specific size & shape.
Learn More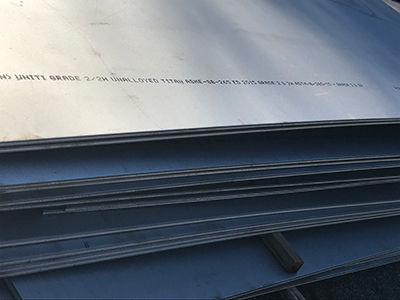
Sheet
Standard sheets in 48” x 120” or we can waterjet cut your specific size & shape.
Learn More
Pipe
½” up to 96”diameter pipe Sch 10, Sch 80, Sch 40, Sch 160
Learn More
Fittings
Elbows, Tees, Stubends, Couplings, Reducers
Learn More
Bar & Billet
All bar & billet stock comes in 10 foot or 12 foot random lengths, and can be cut to any custom size.
Learn More
Titanium Grades
Ti-Fab commonly stocks and supplies a variety of grads of titanium. Call today for more information!
Learn More
Tubing
½” to 1.5” dia tubing in 20ft lengths or cut to size. Wall thickness include 0.035”, 0.049”, and 0.065”
Learn MoreRaw Materials / Distribution Contacts:
Bill Brownlee
Materials Manager
Phone: 973-808-4961
Fax: 973-227-2141 (fax)
James Bellman
Sales Manager - Canada
Phone: 514-334-5781 ext 293
514-334-3410 (fax)